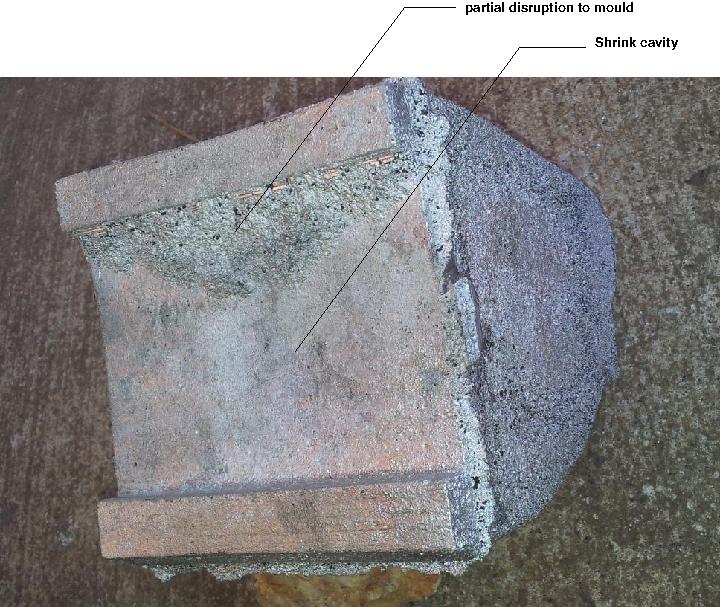
I’ve been working on a pattern for a headstock casting. I tried to ram up a mould a few days ago and it didn’t fare so well. I attempted to modify the pattern, this morning, to add a bit more draft - the slight inclination to the surface to facilitate withdrawal of the pattern from the mould, but that, too failed. I persevered with the pattern as it was originally constructed from marine-grade plywood.
The pattern required a lot of metal. More than I am comfortable working with by myself. The thing about hot metal is that it weighs a lot more than cold metal. (Not really - it’s just that you can’t put it down and if it’s weighty, then you don’t really want to be changing your mind mid pour or mid heat). And if things go wrong, the consequences can - and usually are disastrous for the person on the other end of the crucible.
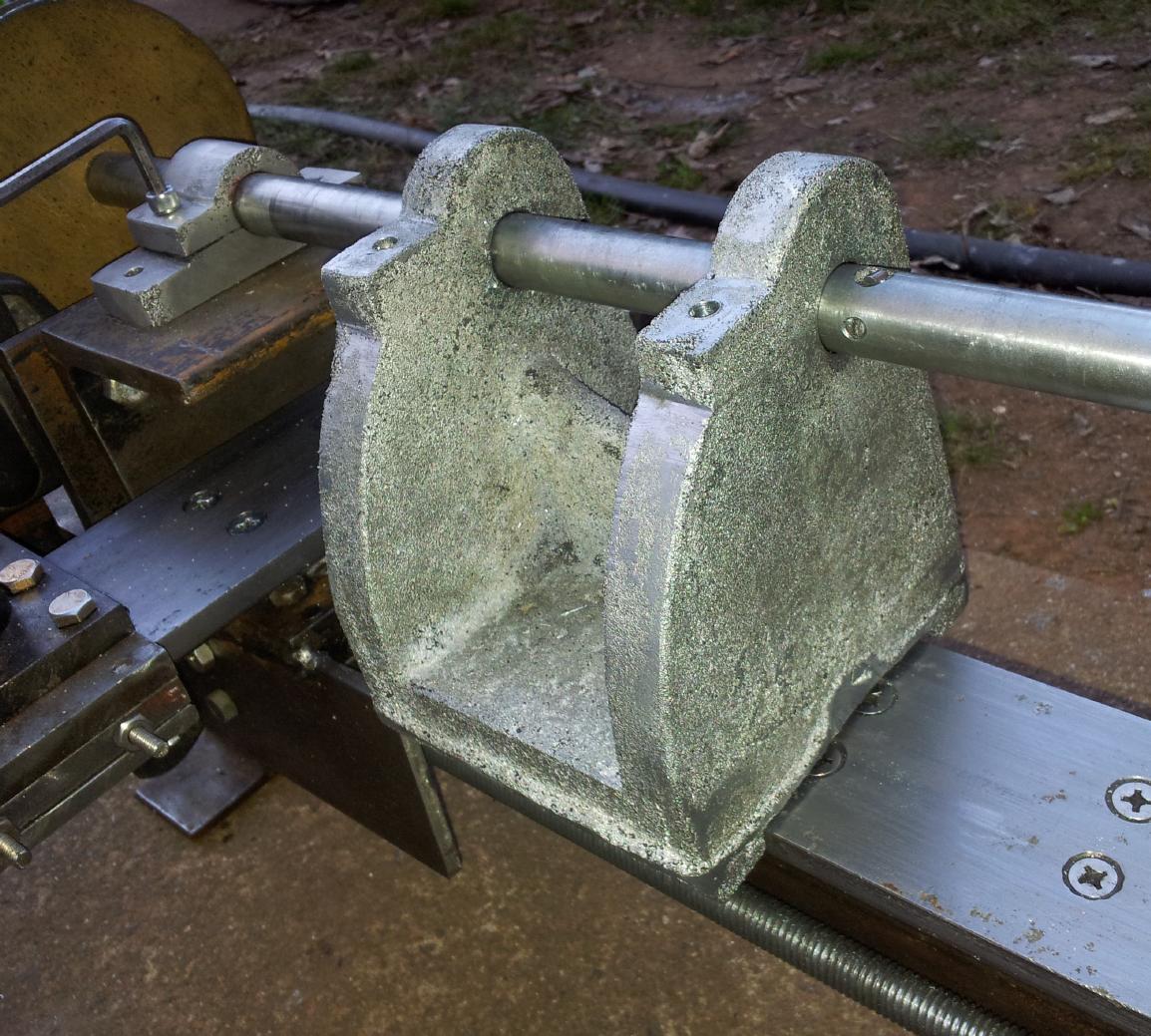
I used a stainless pot, once again, for a crucible and have just about concluded that I want a proper crucible, and tools, because I’m going to end up hurting myself, or worse, others. The pot I was using, today, had some 10kg of metal and it cracked while I was trying to lift it from the furnace. Not good! In spite of that, I had a bit if a mess but a reasonably successful casting. (See attached pics). I won’t try to re-do it because it’s a lot of effort and risk for a result that might not be any better than the current casting.
I started building a Gingery lathe in 2014/02 - but I found a few design limitations and my work was just not accurate enough. The bed was prone to tortional distortion and it was a general failure. Since then, I’ve done some more reading, rebuilt an old cast-iron wood lathe as an interlude and resumed work on a new design for a metal lathe. It draws on some of Gingery’s design but also draws heavily on Romig, Yeomans and the Open Source Concrete lathe project. The design is, to some extent, my own, but with some very obvious borrowings from the various authors. It’s likely that it will be a means to an end - a better lathe:smiley:
And, in the spirit of what I think MHV is about, I’d like to contribute to the organisation (and, maybe save others getting hurt, too;) I was more than a little worried, today, during this pour.
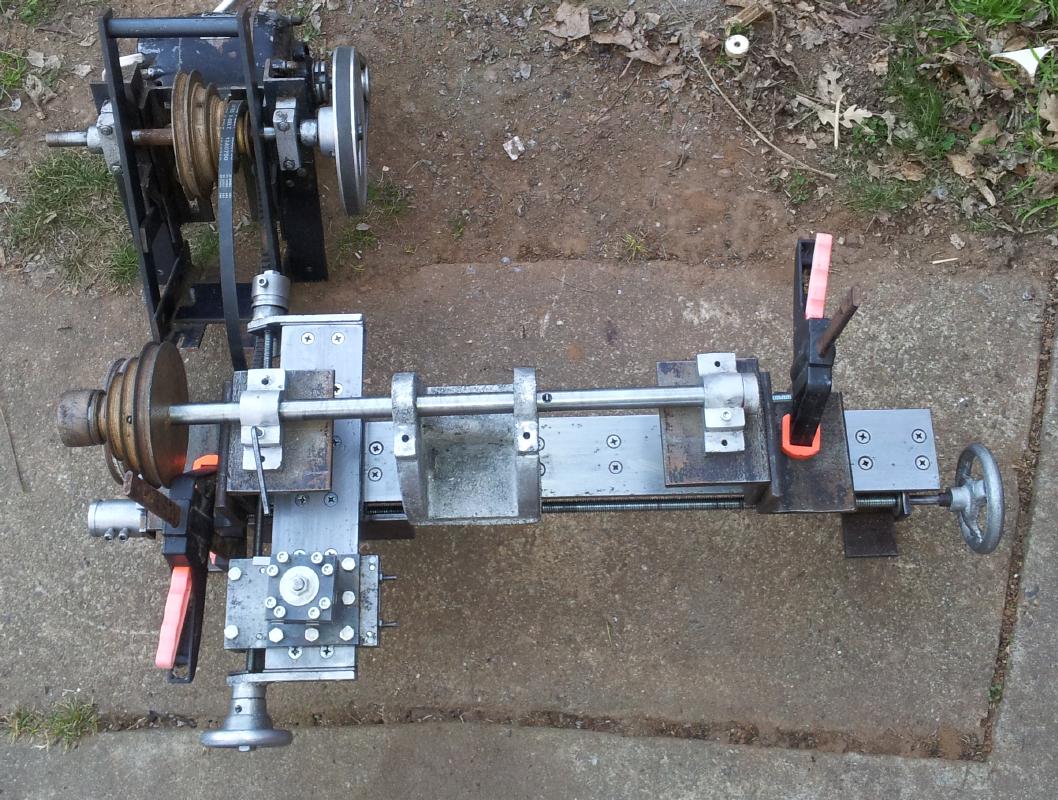
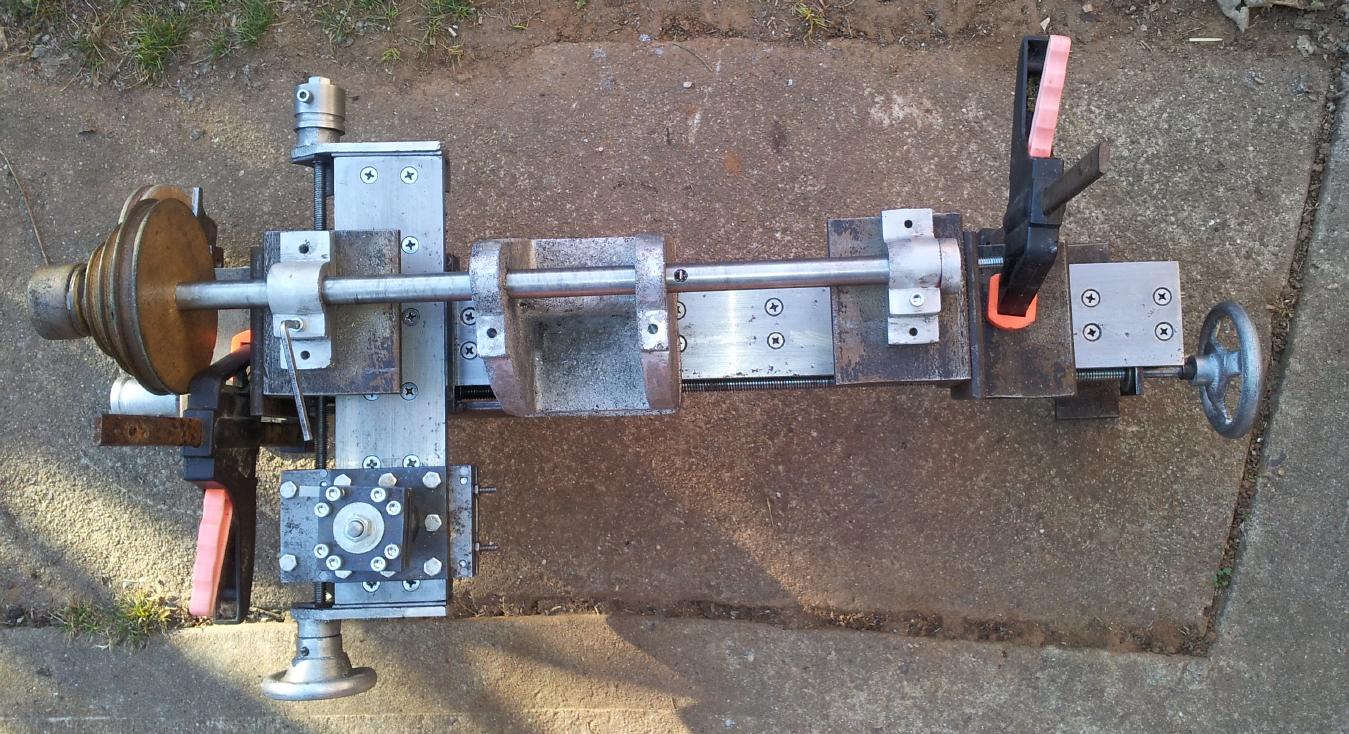
I’ve done a little work on the head-stock to drill it out, ready for boring. I’ve also slit the bearing clamps and drilled them ready for tapping. I still have a lot of work to do on the base of the thing and might have to end up shimming it with some brass shims. It needs to traverse part of the length of the ways during the boring operation but once this is complete, it’ll never have to move again. I started building this thing in January. Once the headstock is complete, progress should increase. Ah! While I think of it, the boring bar looks crooked. The assembly is temporarily clamped while I work out placement of each pulley, the motor assembly and the paths of travel of the carriage and cross-slide relative to the various clamps and things.
Curious how this turned out. I’m hoping to build my own custom but gingery and southbend inspired mini lathe. Curious also about any changes from gingery ideas you’ve incorporated.
Hi Andrew,
Sorry about my tardiness in responding - I’ve been out of town for a couple of days.
I have not worked on my lathe for a long time. The cross-slides worked well enough, as a boot-strap machine-tool, to build a better lathe. The headstock did not work out as well. The metal is good, structurally, but not good in terms of it travelling along the ways - it has a tendency to bind. I got busy with other things, particularly work, and have had to put the lathe on hold. Another thing - casting without proper grear is fraught - I was using stainless to melt something like ZAMAC (~400deg. C) I’ve had a couple of those pots fail. Last time, it was the metal for teh headstock - maybe 4L of molten metal. Heavy! Hot! Dangerous. Advise using proper crucibles, and a separate on for each type of metal.
I would encourage you to look, also, at Lucien Yeomans’ Concrete Lathe from C1908, from memory. I have lots of old popular mechanics files that I’ve collected over time, if you would like them - most I’ve found from the Mutli-machine or concrete lathe pages.
This Old Tony did a review of a piece of junk, chinese-made lathe. It’s about $2000 for a machine that can be re-fitted with decent roller bearings with an integrated thrust bearing. I was contemplating buying one of these and making the rest some time.
Can’t get CRS at the likes of Metalmart. Suggest the likes of Bohler Uddeholm (Wollongong area) for material for the ways. This is not cheap. Scrap really doesn’t exist anymore. Also suggest taking a look at Morgan Demers’ project - he went with a DC motor and speed controller instead of 240VAC. There’s a lot to be said for this approach. (His motor was from a walker). Anyway, happy to offer doco or stories of failure (I mean this in a useful way - it’s better if/where you can learn from someone else’s failures to avoid repeating the same:) if I can hep in any way.
Cheers , Chris.
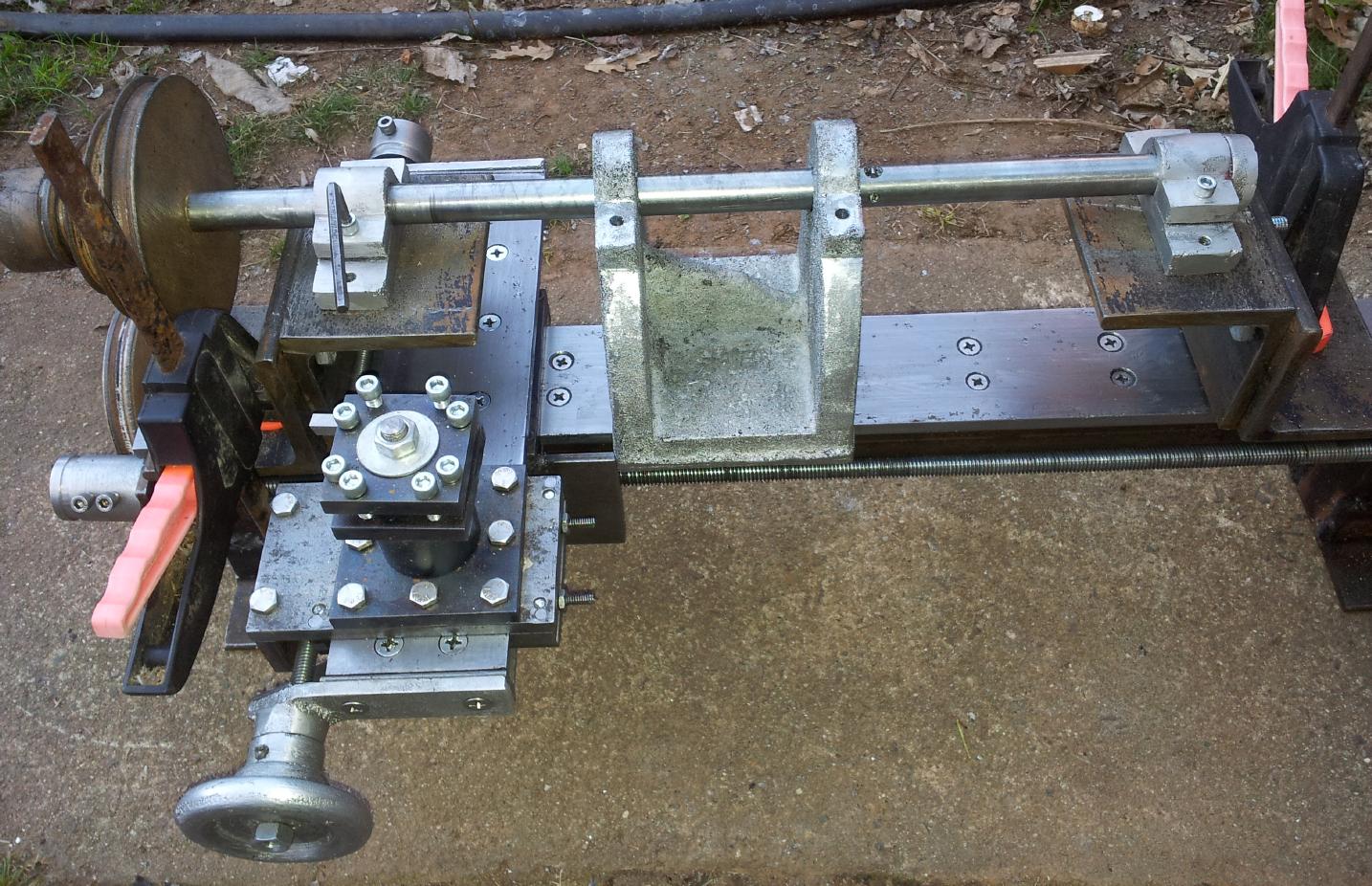
Just re-read your question:) I think it was Morgan Demers who used two square X.S. tubes as the bed and mounted a CRS flat section atop of it for the ways. I used a single, heavy, 2" x 1/4" X.S. Steel tube as the bed. Put a single piece or rebar (1/2") dia in the centre and packed it full of quickset. From memory, I had drilled and tapped the tube and bolted the 3" x 1/2" steel plate on top. After the cement was set, unmounted the steel plate, finished scraping it, counter-sunk it and then re-checked with a surface reference. I did not follow Gingery, at all, really, except for the head-stock. It’s a mish-mash of Gingery, Lucien Yeomans, George. B. Round, J.V. Romig and Ian New. It was intended as an easy-ish prototype, mostly steel. I have no way to machine parts. The assembly in the pictures was clamped, for the sake of photos. It was actually bolted together with high tensile bolts. The c/s machine screws are all high tensile stainless. I wold still like to complete this, one day, and re-build it with more professionally constructed parts. I think I would prefer to use roller bearings in the headstock. The other thing that would be nice would be to be able to case-harden various bits. Hope this answers your questions. One other paper that’s worth a look is a piece that details the construction of a 6" lathe, inside of a Japanese prison camp. The POW’s managed to build the thing right under the noses of the enemy. Shows what can be achieved with limited resources.
Cheers, Chris.
I’ve been thinking about this some more. Aligning the spindle is a significant part of the problem. I need something that works well enough to build a better machine. I was thinking that a hybrid conncrete lathe might make alignment much easier - take what I already have, bolt it onto a concrete bed and mould a headstock as per the concrete-lathe design. The nice thing is that there is scope for adjusting the bearings in that design…