After the excellent show n tell Tuesday, it was suggested I post some info/history, so here goes.
Couple of years ago, built a CNC using crossslide vice (against lots of internet advice - which was correct).
Did couple of serious hole drilling jobs…with lot of care & manual tweaking
But my XY axis had really bad backlash and twist.
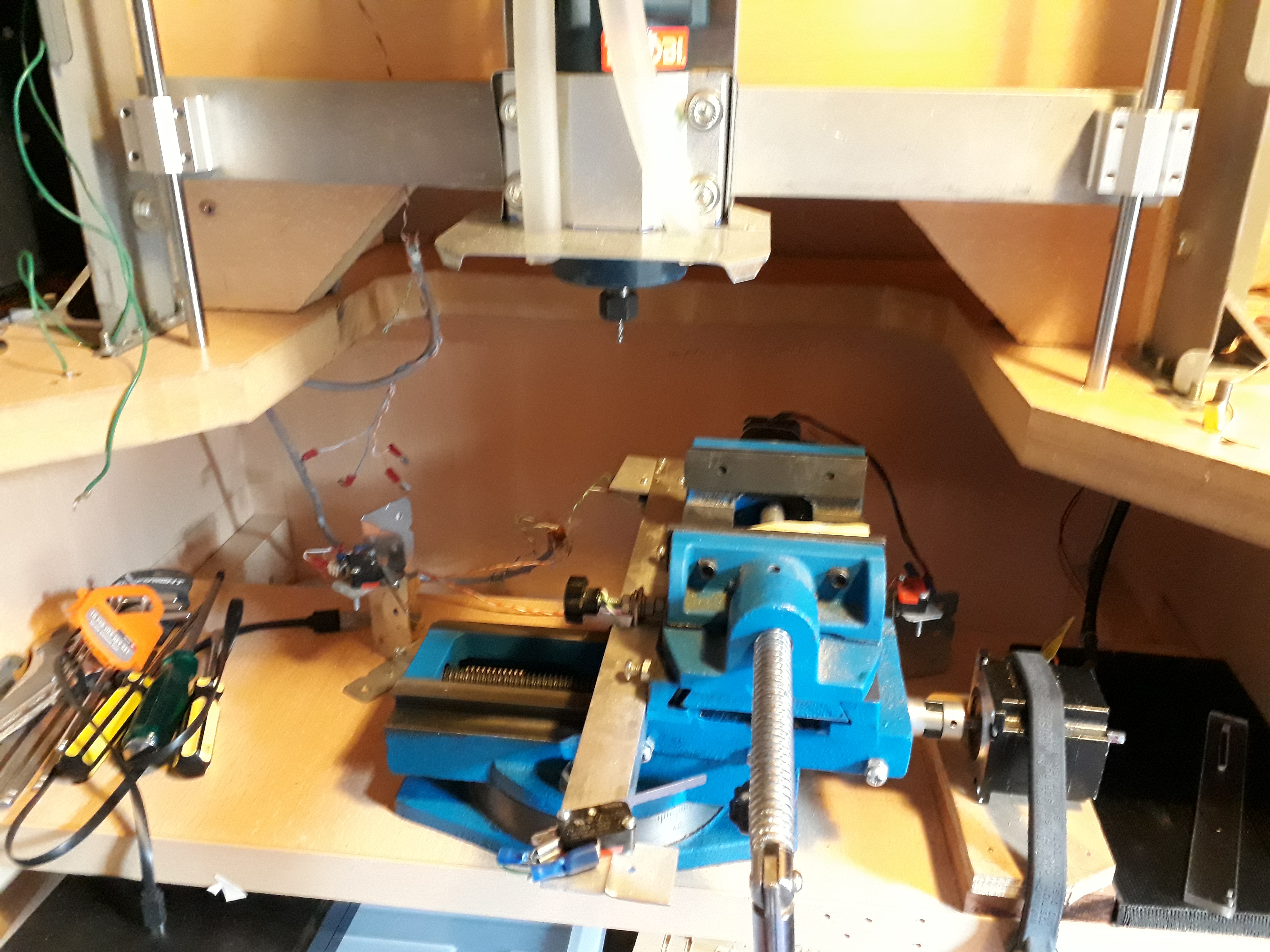
Luckily I built to allow upgrades - 1st photo shows upgraded Z from dremel (don’t bother!!!) to $20 donated trim router
…Cuts 6mmx1mm in Al at good feed rate…but 1/4" holder =?>$$ tools, or adapter
Collet is REALLY short - so does not hold very well
…probably need upgrade/swap…
Z axis weighs 7kg!!
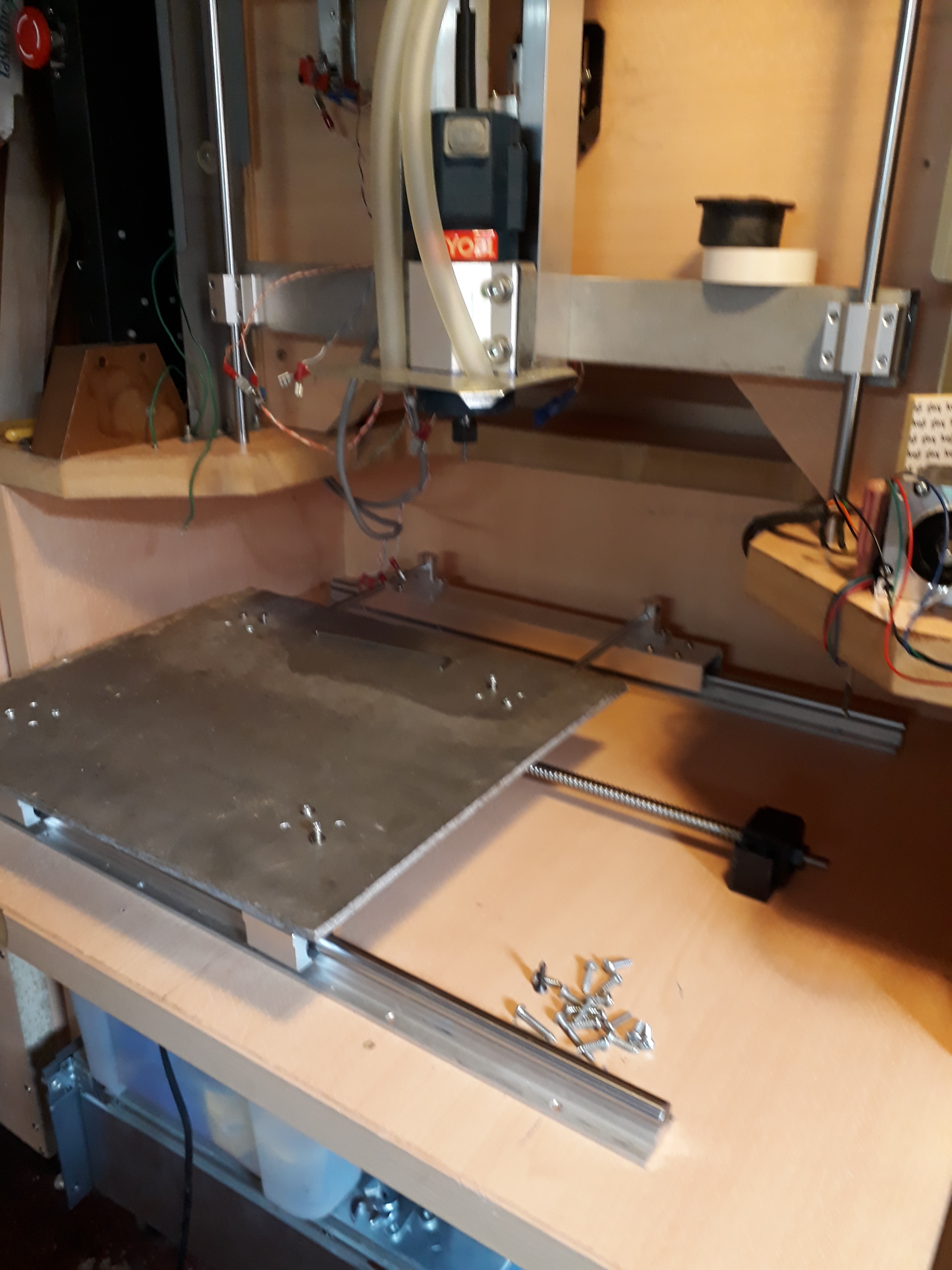
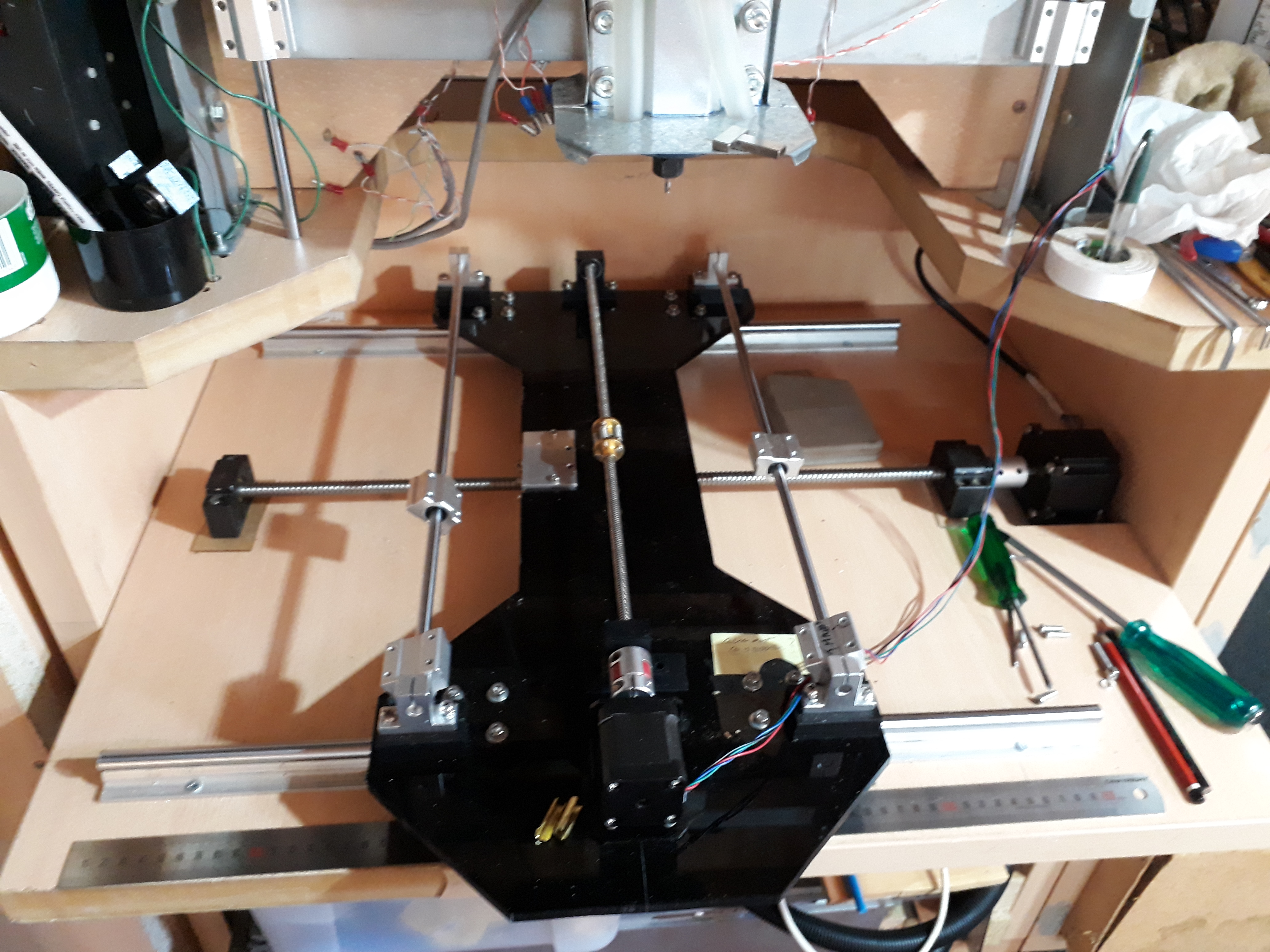
Next photos show items been scavenging/donated over last year, so can do upgrade
But the upgrade would now be a bed of 1000 x 1700…which means need a fairly serious CNC to make parts for it…so an interim upgrade of XY on original mill is underway to make a mill with XY of about 500 x 400 travel, that hopefully can cut Aluminium, maybe steel.
Started with an Arduino Pro and grbl, then mainly due to ancient Dremel electrical noise, switched to an Arduino Mega, still with grbl. Seems OK and have run some basic jobs OK (before this upgrade).
If I ever get the hardware to any sort of halfway decent accuracy/repeatability it may be worth an upgrade to a more serious controller. Currently slowed down with tweaking stuff. Could start test jobs, but really really need to work out expanding/sliding covers to keep the rails and lead screws covered first.
Hi,
thanks for that. My last attempt was using the cheap 3.18mm, 2 flute, pure carbide cheap chinese bits. Spindle runs at 33k RPM. Was breaking bits at 800mm/min. Will try 200 and see how I go.
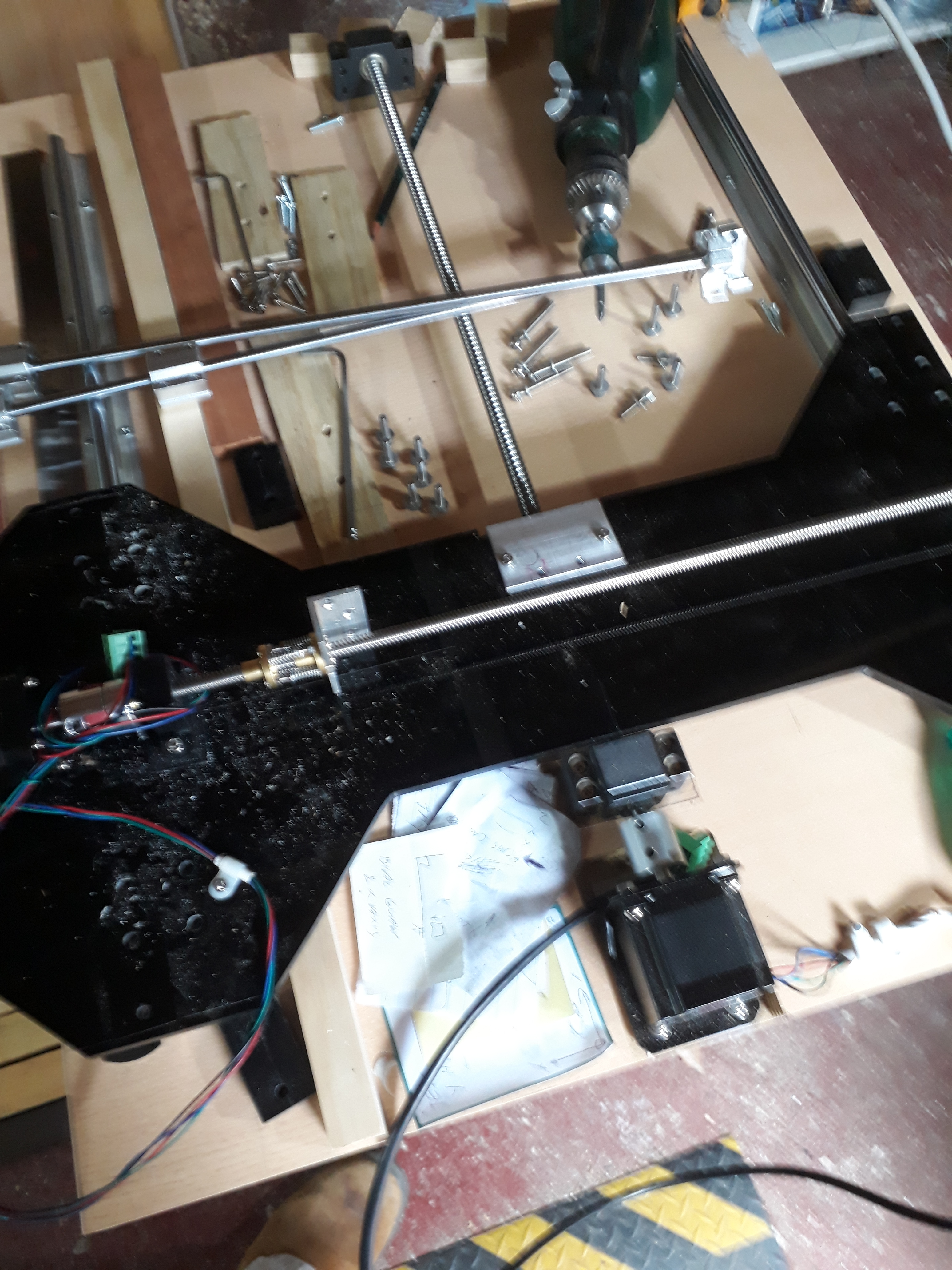
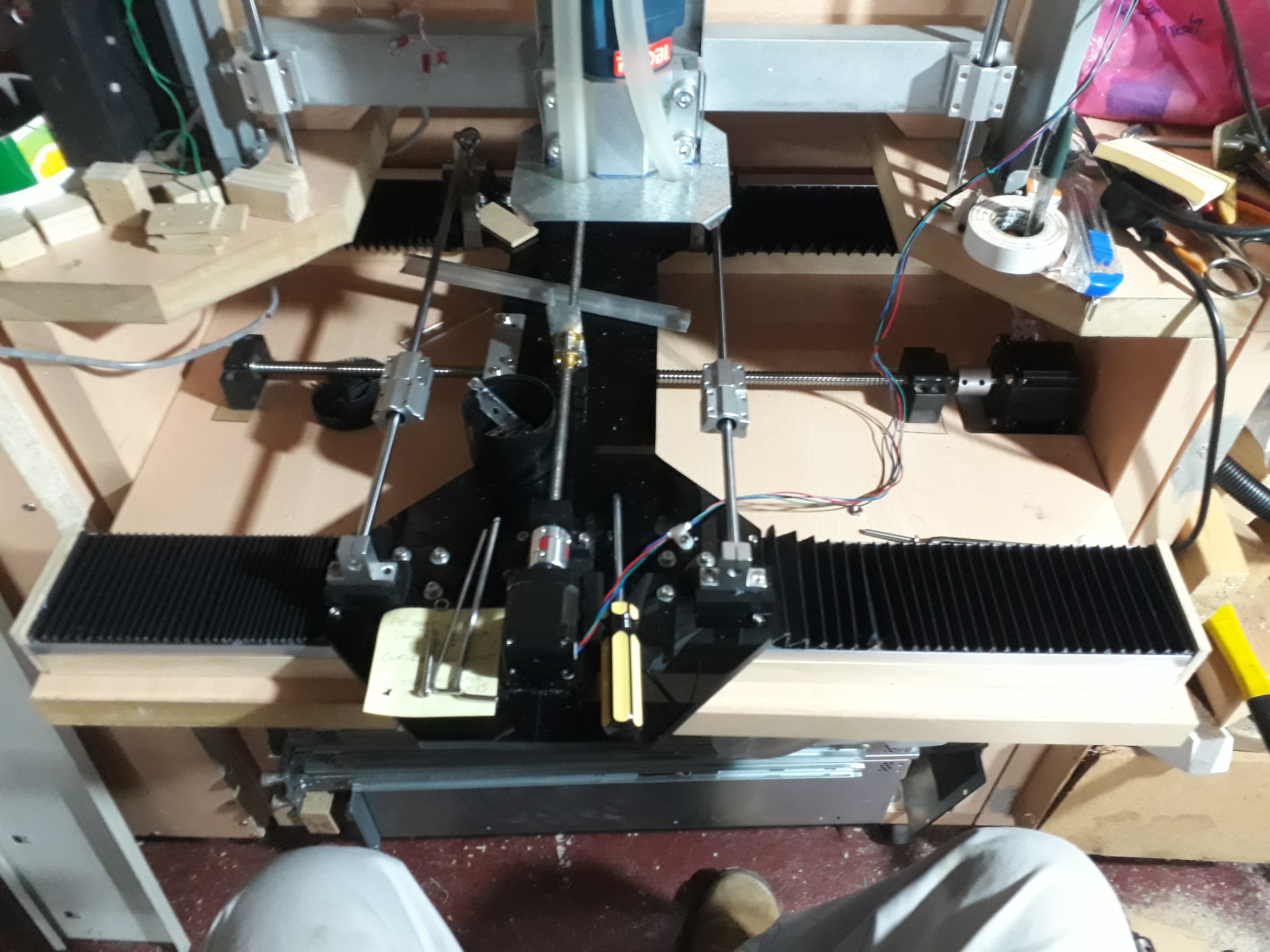
Initial cutting highlighted the need for dust covers which I had been delaying…super fine Aluminium swarf/dust (see 1st photo below) is really not good for linear rods, bearings and lead screws…
so can add dust covers to X axis, including several rinse and repeat cycles to fix minor mistakes (dust cover too long, dust cover = rubbery = grabs and wraps around the drill 3 times!!!), causing large issues, almost have X axis covered pretty nicely…Y will get very simple if any as my patience is wearing very thin!